
前言:硫化氢、硫醇、硫醚等还原态硫(TRS)是多种工业生产过程的副产物,也是大气污染物排放控制标准中严格控制的物质,由于浓度高、嗅阈值低等因素,现有技术很难实现达标排放,制约了很多企业的发展,为此我们迫切地需要寻找一种高效TRS净化技术。
一、现有工艺技术分析
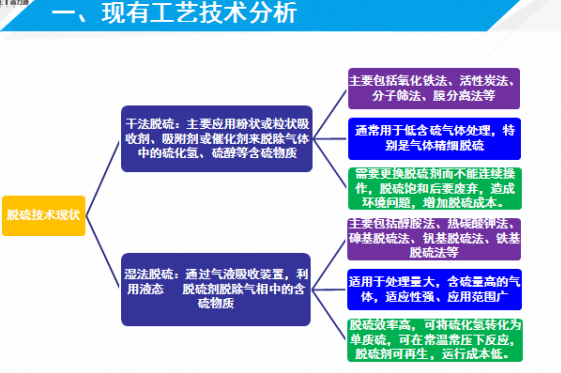
现有湿法脱硫技术在废气TRS净化中应用时存在的问题:
1、反应速度慢,硫化氢与脱硫剂反应速度在20秒以上,吸收塔体积大;
2、为达到反应时间,脱硫剂装填深度大,造成很大压损;
3、废气一般为常压排放,在现有设备中布气困难;
4、废气中硫化物浓度低,且硫化物一般嗅阈值较低,对脱硫效率要求高。
二、TRS净化技术原理简介
吸收反应: R-X(TRS催化剂)+H2S → R-HS+HX
R-X(TRS催化剂)+YHS(挥发性硫化物) → R-HS+YX
再生反应: R-HS+HX+O2 → R-X+H2O+S
R-HS+YX+O2 → R-X+HYO+S
该技术利用复合TRS催化剂在常温下将H2S、硫醇等还原态硫直接转化为硫单质,省去了传统工艺中各种氧化环节而直接得到硫磺,反应条件温和,流程简单。
关键: 快速吸收和快速再生。
硫化物与脱硫剂间靠氢键结合,提高了选择性。
TRS催化剂的性能:
1、TRS催化剂的硫容为0.5%左右;
2、温度对硫容的影响不大,温度适应范围广;
3、当pH>7时,硫容在0.5%以上,TRS催化剂的pH适应范围广;
4、选择性好:不吸收CO2,CO2产生的影响可以忽略;
5、TRS催化剂的腐蚀强度弱,年腐蚀效率为0.026mm。
三、工艺流程及设备设计
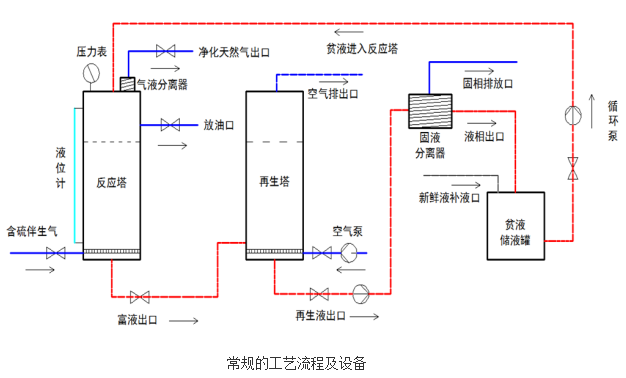
废气一般为常压排放,而反应塔中脱硫剂为保证去除率装填高度一般为1.5m,废气难以通过或动力设备能耗太高。
环保行业待处理的废气中一般都含有氧气,即吸收和再生几乎是同步进行的,影响了生产硫磺的粒径增大,不易分离。
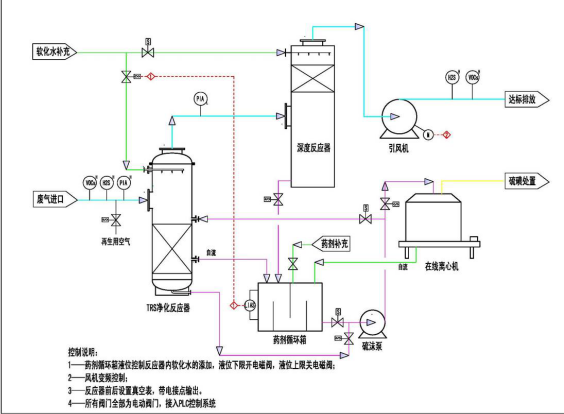
TRS净化技术的工艺流程及设备
废气在引风机作用下进入TRS净化反应器,在TRS催化剂的作用下,废气中的硫化氢被转化为硫磺得以净化去除,再经过深度净化器进一步处理后达标排放。
TRS催化剂溢流出反应器后进入药剂循环箱,通过硫沫泵循环回反应器内。运行一定时间后,硫磺颗粒长大到一定粒径,药剂循环箱内的富液被泵送至在线离心机分离硫磺,经固液分离且恢复吸收能力的贫液自流回药剂循环箱内,实现催化剂的循环利用。分离出的硫磺颗粒可深度处理或外卖。
由于反应过程放热会蒸发一定水分,因此在药剂循环箱设置液位计,监控液位的同时与反应器的补水系统联锁,低液位自动补充软化水;分离出的硫磺不可避免的会携带一定量的催化剂,造成催化剂的损耗,因此在药剂循环箱设置有药剂补充系统,维持系统内循环的有效催化剂量。
系统进出气口设置在线检测分析的VOCs和H2S检测仪,对净化效果进行实时监控;反应器前后设置压力表,监控反应器运行情况;引风机设置变频控制,满足风量波动的需求;配置整套PLC系统,实现远程控制,无人值守。
工艺特点及优势:
净化效率高、吸收快:净化率达95%以上,硫化氢与药剂的反应在几秒内完成。
选择性好:不吸收CO2,CO2产生的影响可以忽略。
再生速度快:脱硫液再生速度非常快,可在几秒内完成。
温度适应性强:在5℃~80℃的温度范围内,吸收反应与再生反应的效率变化不大。
稳定性好:硫化物被吸收后,不会被汽提出。
损耗量小:反应富液再生效率高,仅在固液分离中随硫磺颗粒带液而产生少量损耗。
无二次污染:运行过程中除硫磺外,不产生任何其他废物,无二次污染产生。

TRS净化反应器:
待处理废气经弯头导向,以一定速度向下冲击反应器内液面,形成撞击区,撞击区内湍动强烈,气液两相间相对速度高,混合作用强,形成气液混合流。之后废气向上反射到微孔网盘区域,气流在穿过网盘的微孔时得到了高效均匀分�